В ходе выполнения проекта по Соглашению о предоставлении субсидии от 21.10.2014 № 14.575.21.0088 с Минобрнауки России в рамках федеральной целевой программы «Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на 2014 — 2020 годы» на этапе № 3 в период с 01.07.2015 по 31.12.2015 выполнялись следующие работы:
- Проведены экспериментальные исследования технологического процесса получения биосовместимого каркаса с использованием технологий 3D печати.
- Разработан лабораторно-технологический регламент получения биосовместимого каркаса.
- Получены экспериментальные образцы биосовместимого каркаса.
- Разработана методика регулирования количества гидроксиапатита на поверхности биосовместимого каркаса.
- Разработаны Программа и методики исследовательских испытаний экспериментальных образцов биосовместимого каркаса и трехмерных нанобиоконструкций.
- Проведены испытания экспериментальных образцов биосовместимого каркаса в соответствии с Программой и методиками исследовательских испытаний по структурным параметрам.
- Проведены испытания экспериментальных образцов биосовместимого каркаса в соответствии с Программой и методиками исследовательских испытаний физико-механических свойств.
- Проведена оценка характера реакции окружающих тканей реципиента на внедрение экспериментальных образцов биосовместимого каркаса при гетеротопной трансплантации. Проведена оценка развития острой реакции отторжения и воспаления.
- Подведены итоги этапа и разработана отчетная документация.
- Проведено сравнительное изучение возможности применения различных подходов для стерилизации экспериментальных образцов биосовместимого каркаса.
При этом были получены следующие результаты:
- В ходе выполнения работ Этапа 3 были проведены экспериментальные исследования технологического процесса получения биосовместимого каркаса.
- Проводилось компьютерное построение 3D-моделей пористых каркасов.
- Для визуализации осуществляла 3D-печать выбранных моделей.
- Оптимальная 3D-модель была использована для осуществления 3D-печати в разных режимах биосовместимого каркаса методом послойного наплавления нитей биосовместимого материала ПЛА/15%ГАП.
- Проводилось исследование структуры биосовместимого каркаса методом сканирующей электронной микроскопии.
- Процесс получения биосовместимого каркаса заключается в пяти основных этапах: формировании 3D-модели, сушка биосовместимого материала, 3D-печать методом послойного наплавления нити, УЗ-обработка и сушка.
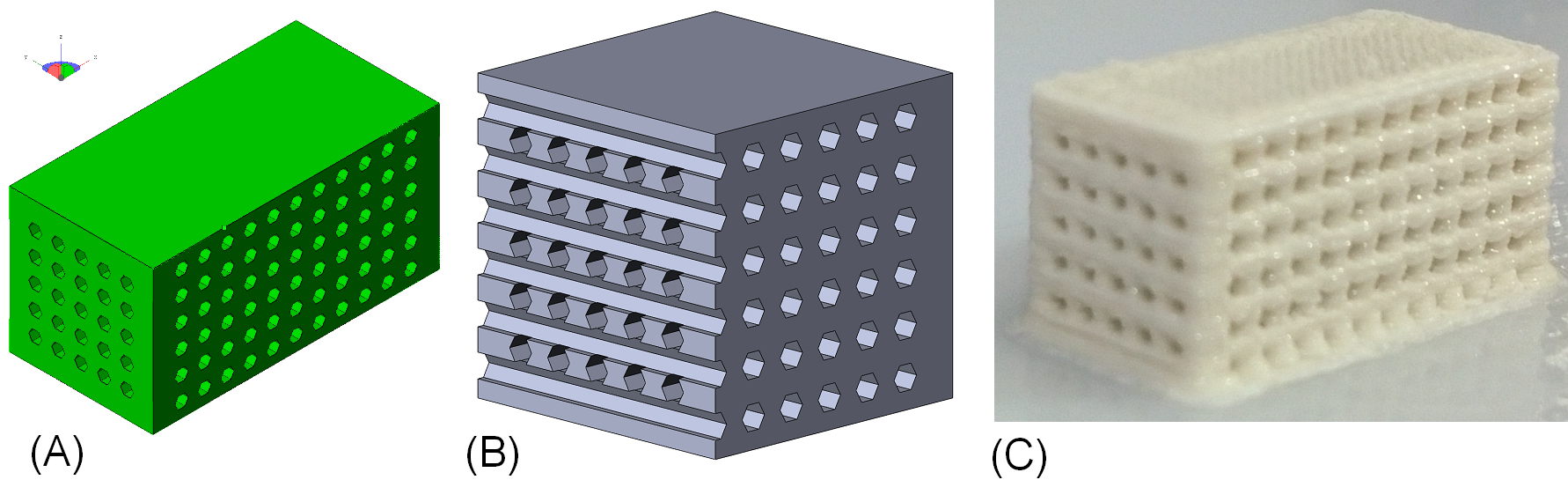
Рисунок 1 — Компьютерная 3D-модель (A), модель в разрезе (B) и биосовместимый каркас ©, полученный методом послойной 3D-печати
Результаты определения структуры методом оптической и сканирующей электронной микроскопии подтверждают коалесценцию с исчезновением поверхности раздела между слоями полимера при спекании и отсутствие выпадения частиц полимера, наличие сообщающихся пор открытого типа, объемное содержание пор более 50 %, средний размер пор 700 мкм, а также, что экспериментальные образцы изготовлены методом послойной печати на 3D-принтере при толщине слоя от 200 мкм. Методом ДСК определена температура стеклования материала с пиком 61 ºС. Методом РФА показано, что материал биосовместимого каркаса представлен преимущественно аморфной фазой ПЛА, с незначительным количеством кристаллической фазы и кристаллической фазой ГАП. Определено значение модуля Юнга экспериментальных образцов биосовестимого каркаса, составившее более 2 ГПа.
Проведенные исследования клинических, морфологических, лабораторных и иммунологических параметров позволили установить, что внедрение экспериментальных образцов биосовместимого каркаса при гетеротопной трансплантации не приводило к эскалации реакций отторжения или воспаления как местного, так и системного характера. При оценке реакции окружающих тканей реципиента показано отсутствие признаков отторжения имплантата.
Проводилось изучение применения различных, наиболее часто используемых, подходов для стерилизации экспериментальных образцов биосовместимого каркаса сухим жаром и в автоклаве. Показано, что оптимальным неразрушающим методом, не приводящим к деструкции материала, является метод стерилизации в автоклаве при 1.5 атм в течение 30 минут.



